蓄热催化氧化系统(RCO)
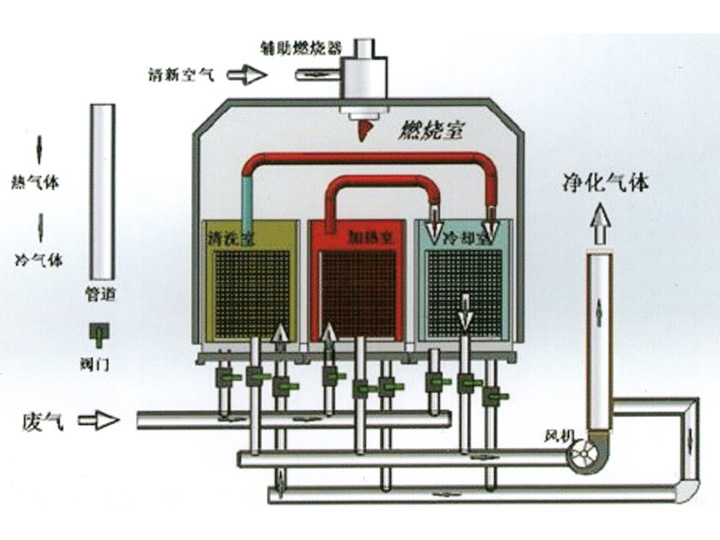
有机废气经鼓风机进入氧化炉,由燃料氧化加热,升温至250~300℃左右。在此温度下,废气里的有机成分在催化剂的作用下被氧化分解为二氧化碳和水,反应后的高温烟气进入特殊结构的陶瓷蓄热体,绝大部分的热量被蓄热体吸收(95%以上),温度降至接近进口的温度后经烟筒排放。通常情况下,蓄热催化氧化系统由三个蓄热室构成,废气在PLC程序的控制下,循环执行以下的操作流程:进入已蓄热的蓄热室,使废气得到预热,然后进入热氧化室,处理的废气经未蓄热的蓄热室放热后排放,一部分处理后的气体被引回到第三室,吹扫其中残留的未处理废气。在污染物去除效率要求不高的情况下,为节省资金,也可设计成两室结构。
蓄热陶瓷特点:
1. 孔壁薄、容量大、蓄热量大、占用空间小;
2. 孔壁光滑、背压小;
3. 使用寿命长、不易渣蚀、粘蚀和高温变形;
4. 产品质量规格高,安装时,蓄热体之间排放整齐,错位小;
5. 具有低热膨胀性、比热容大、比表面积大、压降小、热阻小、导热性能好、耐热冲击好等特性。
催化剂说明:
1. 高温稳定化处理的氧化铝载体和耐高温、耐腐蚀合金钢骨架,确保催化剂不被烧结,保持催化剂稳定的比表面积;
2. 高温不锈钢包边;
3. 方便清理的催化剂,确保催化剂长的使用寿命;
4. 高度分散的贵金属;
5. 低阻力,节约运行费用;
6. 低温高活性;
7. 高的机械强度;
8. 高的热稳定性。
蓄热催化氧化系统特点:
1. 采用RCO工艺净化有机废气,可同时去除多种有机污染物,具有工艺流程简单、设备紧凑、运行可靠等优点;
2. RCO净化效率高,一般均可达98%以上;
3. RCO具有运行费用低的优点,其热回收效率一般均可达95%以上;
4. 整个过程无废水产生,净化过程不产生NOX等二次污染;
5. RCO净化设备可与烘箱配套使用,净化后的气体可直接回用到烘箱加热设备,达到节能减排的目的。
适用范围:
处理技术适用于热回收率需求高,且无其它过程可利用作为热交换回收程序;适用于同一生产线上,因产品不同,废气成分经常发生变化或废气浓度波动较大的场合。应用行业包括石油、化工、橡胶、油漆、涂装、家具、印制铁罐、印刷等行业中产生的中高浓度有机废气的净化处理,可处理的有机物质种类包括苯类、酮类、酯类、酚类、醛类、醇类、醚类和烃类等等。此外还适用于污水处理站的除臭。处理浓度在500~7000mg/m3之间的有机废气或臭气。
催化氧化是典型的气-固相催化反应,其实质是活性氧参与的深度氧化作用。在催化氧化过程中,催化剂的作用是降低活化能,同时催化剂表面具有吸附作用,使反应物分子富集于表面提高了反应速率,加快了反应的进行。借助催化剂可使有机废气在较低的起燃温度条件下,发生无焰氧化,并氧化分解为CO2和H2O,同时放出大量热能,从而达到去除废气中的有害物的方法。其反应过程为:在将废气进行催化氧化的过程中,废气经管道由风机送入热交换器,将废气加热到催化氧化所需要的起燃温度,再通过催化剂床层使之氧化,由于催化剂的存在,催化氧化的起燃温度约为250~300℃,低于直接氧化法的氧化温度650~800℃,因此能耗远比直接氧化法低。